射出成形 インジェクション成形 インサート成形 精密成形 エンプラ エラストマー 樹脂 リーチングラボ

〒339-0025
埼玉県さいたま市岩槻区釣上新田1030-1
TEL:048-791-2388
FAX:048-791-2389
埼玉県さいたま市岩槻区釣上新田1030-1
TEL:048-791-2388
FAX:048-791-2389
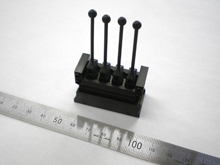
弊社で製作した射出成形サンプルを紹介致します。
外観を保持しながら寸法精度の追求や、ゲル状エラストマーの成形、スーパーエンプラの成形などに挑戦してます。
精密成形品になればなるほど、必要になってくる精密金型。設計段階からの作り込みが必須になってきます。
塗装やメッキ、印刷、組み立てなど完成品として納める事が可能です。
お仕事の合間に自然を満喫してみませんか?
営業品目
■金型設計
・金型製作
・光コネクタ部品等の精密金型
・エラストマー用金型
・ゲル状エラストマー用金型
■射出成形
・各種エラストマー樹脂
・レンズ等の透明樹脂
・PEI,PPS,PEEK等
スーパーエンプラ
・エンジニアリング樹脂
■二次加工
・塗装
・シルクスクリーン印刷
・パット印刷
・ホットスタンピング
・超音波溶着
・高周波溶着
・鍍金
・組立
・その他各種成形及び二次加工
・金型製作
・光コネクタ部品等の精密金型
・エラストマー用金型
・ゲル状エラストマー用金型
■射出成形
・各種エラストマー樹脂
・レンズ等の透明樹脂
・PEI,PPS,PEEK等
スーパーエンプラ
・エンジニアリング樹脂
■二次加工
・塗装
・シルクスクリーン印刷
・パット印刷
・ホットスタンピング
・超音波溶着
・高周波溶着
・鍍金
・組立
・その他各種成形及び二次加工

射出成形
射出成形技術

パーティング射出成形機

電動射出成形機
弊社では、様々なお客様の案件にお応えすべく、日々技術開発・研究を重ねております。特殊材による成形、特殊インサート品の成形、外観と寸法精度の両立など、常に難易度の高い射出成形に取り組んでおります。高度な成形技術の確立は金型や設備の対応なども必須であり、成形性を第一とした金型製作、成形理論に基づいた設備の導入・特殊改造を行い、他社で成形不可とされた案件を成形可能としてきた実績があります。
諦めていた案件、検討している特殊な案件など御座いましたら、是非一度弊社へご相談下さい!
また、単発的な試作等にも対応しております。多品種小ロットにも対応しておりますので、お気軽にご相談下さい。
さらに、「こんな形のものを…」「こんな用途で…」という漠然とした案件に対しても、デザイン→図面化→製造→製品化という「もの作り」のお手伝いをさせて頂きます。お気軽にお問い合わせ下さい。
諦めていた案件、検討している特殊な案件など御座いましたら、是非一度弊社へご相談下さい!
また、単発的な試作等にも対応しております。多品種小ロットにも対応しておりますので、お気軽にご相談下さい。
さらに、「こんな形のものを…」「こんな用途で…」という漠然とした案件に対しても、デザイン→図面化→製造→製品化という「もの作り」のお手伝いをさせて頂きます。お気軽にお問い合わせ下さい。
ゲル状エラストマーを含む各種エラストマー樹脂

通常の汎用樹脂よりも弾性に富むエラストマー樹脂を射出成形する場合、樹脂の流れやガスの発生、ヒケやショートといった外観不良、金型からの離型性等に問題が多発します。特に粘着性をもったゲル状エラストマーになると射出成形機の高精度制御能力、機械の専用化が求められます。
その為、使用する射出成形機は電動射出成形機を用いる必要があり、さらに射出成形機の動作プログラム(制御に関する)を独自に工夫する必要があります。また、温度制御・管理(射出成形中の金型温度、環境温度)についてもかなりの工夫が求められます。
その為、金型設計段階から多くの検討をする必要があります。当社ではこれらの諸問題を多くの経験や研究から解決し、対応いたします。
その為、使用する射出成形機は電動射出成形機を用いる必要があり、さらに射出成形機の動作プログラム(制御に関する)を独自に工夫する必要があります。また、温度制御・管理(射出成形中の金型温度、環境温度)についてもかなりの工夫が求められます。
その為、金型設計段階から多くの検討をする必要があります。当社ではこれらの諸問題を多くの経験や研究から解決し、対応いたします。
レンズ等の透明樹脂

透明樹脂の射出成形に関しては何よりも成形材料への「異物混入」を避けることが必須事項です。異物混入が起きやすい材料投入の取り扱いに注意する必要があります。成形材料保管の状態・管理が重要となります。
レンズ成形では低速射出成形の動作精度が求められ、成形条件では保圧力・保圧時間・冷却時間の工夫が必要となります。また、金型のゲート位置・形状、温度制御方法、ガスベント等々の工夫が必要で、金型設計段階からの対応が必須です。
レンズ成形では低速射出成形の動作精度が求められ、成形条件では保圧力・保圧時間・冷却時間の工夫が必要となります。また、金型のゲート位置・形状、温度制御方法、ガスベント等々の工夫が必要で、金型設計段階からの対応が必須です。
PEI、PPS、PEEK等エンジニアリング樹脂
PEI、PPS、PEEKはエンジニアリング樹脂というよりむしろ「スーパーエンジニアリング樹脂」と呼ばれます。これらの樹脂は成形条件や取り扱いが汎用樹脂とかなり異なってきます。
樹脂の温度特性としてある一定温度に達すると粘度が急激に低くなるものが多く、溶融温度が高いため金型内で硬化するスピードが非常に速いのが特徴です。溶融温度が高いので、成形時のシリンダ温度も高くなります。高温帯での温度調整は低温時に比べて温度差に対する樹脂粘度のばらつきが多くなり、管理が非常に難しくなります。
これらの樹脂は精密部品に多く使用されており、成形は金型の仕上がりに大きく左右されます。当社では金型から一貫して取り扱い、迅速な対応が可能です。
樹脂の温度特性としてある一定温度に達すると粘度が急激に低くなるものが多く、溶融温度が高いため金型内で硬化するスピードが非常に速いのが特徴です。溶融温度が高いので、成形時のシリンダ温度も高くなります。高温帯での温度調整は低温時に比べて温度差に対する樹脂粘度のばらつきが多くなり、管理が非常に難しくなります。
これらの樹脂は精密部品に多く使用されており、成形は金型の仕上がりに大きく左右されます。当社では金型から一貫して取り扱い、迅速な対応が可能です。
塗装、シルク印刷、鍍金等を施す外観品

塗装や印刷、メッキ等を施す外観品用の射出成形品は、成形後の製品取り扱いに注意が必要となります。鍍金加工等を行う場合は射出成形品を直接手で触れてはいけませんし、油やゴミの付着にも十分な対応が必要です。
これらの問題に対応するためには、成形環境の整備だけでなく、担当者の意識、注意力、気配りが重要となるのです。
当社では金型製造、射出成形、成形後の加工手配等も一貫して取り扱っておりますので、成形品の取り扱い問題等を最小限に抑え、細かな対応を可能としております。
これらの問題に対応するためには、成形環境の整備だけでなく、担当者の意識、注意力、気配りが重要となるのです。
当社では金型製造、射出成形、成形後の加工手配等も一貫して取り扱っておりますので、成形品の取り扱い問題等を最小限に抑え、細かな対応を可能としております。